
 The South African
The South African
by Louis Wildenboer
Louis Wildenboer, a retired engineer, is a member of the South African Military History Society..
Gunpowder spawned a terrible progeny, guns and cannon. Since then history has been dominated by the production, possession, and employment of guns in all shapes and sizes. Small wonder that Napoleon said: 'War is made with Artillery'. Stalin added: 'Artillery is the God of War'.
Let us examine the manufacture and use of the type of cannon that dominated warfare on land and sea for more than three centuries, namely the cast-metal, muzzleloader on a wooden trolley. These were the guns on van Riebeeck's ships as he landed at the Cape, and the same guns were used by Nelson at Trafalgar. The Dutch, Portuguese, Spanish, and British galleons that roamed the seven seas never sailed without these guns on board. They protected them against pirates, privateers, and enemy ships. On land, the gun performed the same role, but since the long-distance transport of guns was easier and faster by sea, the fame of the muzzleloader is founded more on sea than on land.
But when is a gun a cannon, or a gun? This question has never really been answered. While we have 'guns' as a generic term for all types of firearm, there is a further division into artillery, rifles, and handguns. Artillery, also called ordnance, is loosely divided into guns and cannon, without a specific dividing line. At one stage, some 200 years ago, guns with a bore of more than six inches were dubbed 'cannon', but in recent times it appears the term 'gun' has replaced cannon as the generic word for all types of artillery.
In the past, the really big guns were called 'bombards'. Examples of these are the 480mm-calibre 'Mons Meg' at Edinburgh Castle in Scotland and the 640mm-calibre 'Dulle Griet' in Basel, Switzerland. The modern word 'bombardier' for a gunner obviously dates from these times. However, the artillery fraternity tends to consider a piece without an integral recoil system a cannon, while that with an inbuilt recoil system is termed a gun. In Afrikaans, both guns and cannons are called kanonne. But in this article, we will stick to our 'guns'.
The development of the muzzle-loader gun is closely linked to technical inventions during the industrial revolution in Europe and Britain. The major event that spawned the cast gun was the development of the smelting, alloying, and casting of metal. This revolutionised the making of guns. It suddenly became quicker and better to cast guns than to make them by any other method. Only in the 1860s, with improved steel-making, was the casting of guns superseded by forging and layering of the barrel. As breech-loading and rifling appeared in the 1870s, the cast gun became obsolete. But until then, it reigned supreme.
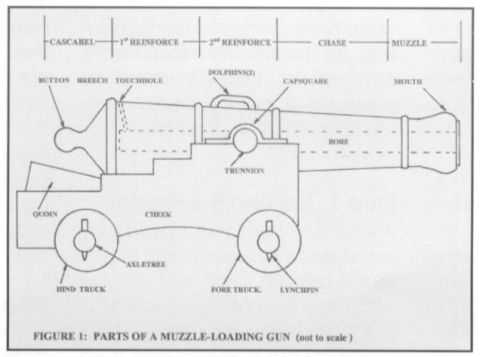
Parts of a muzzle-loading gun.
Casting the barrel
The art of casting a gun barrel in metal was perfected during the 15th and 16th centuries as a result of a series of technical advances in the wake of industrial development. Before the casting process, gun barrels were made by the 'barrelstave' method, by which a number of steel bars were bound together like the wooden staves of a wine barrel. and then strengthened by iron rings shrunk on by heat. Some of the guns on the warship Mary Rose, that sank in 1545, were made this way. An excellent example of the barrel-stave method was the 'RAS' gun, made in the Transvaal in 1881, using wagonwheel tyres. These guns were the only guns in South Africa to be manufactured by this method.

A 'RAS' Gun (Courtesy Kruger House Museum, Pretoria. Photo by author.)
The barrel-stave method worked for many years, but it was eventually overtaken by the march of technology, and as the casting of liquid metal became available, so did the possibility of making better guns, and making them quicker. The old adage of 'bigger and better' applied.
The casting of a gun barrel required detailed knowledge and experience of the strength of materials, metallurgy, smelting, mould-making, casting, and boring of metal. As the demand for guns grew, gunsmiths of note appeared on the scene, each a master of his art. Strong competition guaranteed highquality products, and kings and kingdoms vied for the services of master gun-makers. Names such as Gribeauval of France, Endorfer of Prussia, Poppenruyter of Flanders, Bocarro of Portugal, de Bourguingnon of Italy, and Gilpin of England, became world famous. Gun-makers formed a guild of master craftsmen with enormous power and influence, and could name their price .. With never-ending warfare between the empires, acquisition of guns became a prime requirement, and the gun-makers were never idle.
The process described below was in vogue from about 1500 to 1860. Afterward, more efficient methods such as forging and composite assemblies took over. The customer having ordered the product, detailed drawings and specifications were prepared and accepted. The gun-maker then followed a number of distinct steps to produce a quality barrel conforming to the customer's requirements:
Step 1: Making the model
A wooden pole was rotated by hand between two fixed points like in a lathe, and was wound with rope and plaited straw to a size approximating the final shape of the barrel. It was then covered with layers of clay and turned by hand, using a custom-made wooden template, until the shape of the final barrel was attained, complete with reinforcements. The clay was regularly heat-treated to ensure uniform shrinkage and adherence. The trunnions, customer's crests, maker's name, lifting handles (called dolphins), and any other decorations, were moulded separately and added to the model. The result was an exact clay replica of the final product. The model was then allowed to dry and was hardened by heating before beginning the next step.
Step 2: Making the mould or cope
The clay model was covered with a mixture of water and tanner's cinders to prevent adherence of subsequent clay layers. Successive layers of fireproof clay were then applied, with each layer dried by heat before the next was added. Through experience, the thickness of the mould wall required to withstand the stress and heat of molten metal, was determined long beforehand. When complete, the mould was bound lengthwise and crosswise with steel hoops and reinforced with nails and wire for added strength. At the casting end, a protrusion was allowed for the rise of excess metal and impurities during casting. This was called a 'riser'. The mould was allowed to dry out thoroughly. At the same time, a clay cylinder, as long as the barrel but with a diameter slightly smaller than the final bore, was constructed. This was to be used as a core for the mould. It was heat-treated in the same way as the mould.
Step 3: Removing the model
The wooden core, plaited straw, rope, and clay of the original model were carefully picked out from the mould. What was left was an exact negative of the model. The cylindrical clay core was centred in the mould and kept in position by metal spacers. This allowed for the eventual drilling of the bore to exact dimensions, at the same time cutting away deformities or misalignment caused by the casting process. Casting is done vertically, muzzle upwards.
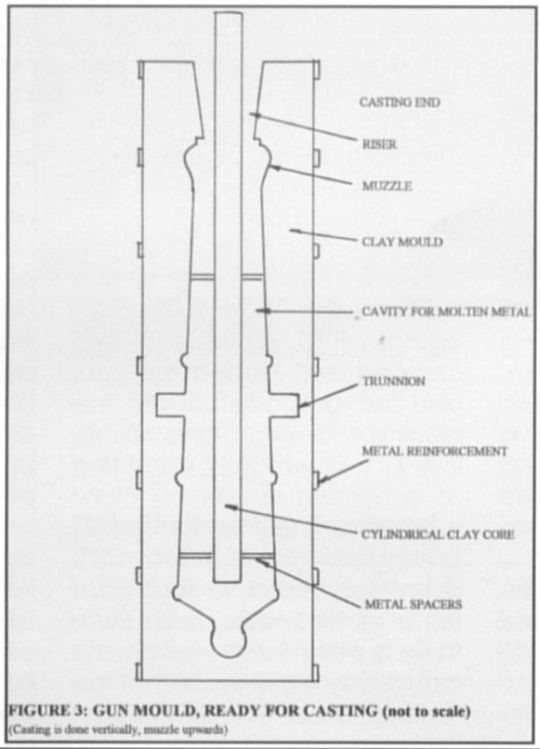
FIGURE 3: GUN MOULD, READY FOR CASTING
Step 4: Casting the metal
The metal for the gun was smelted using a charcoal-fired furnace. Initially, bronze, a mixture of copper and tin, was used. This was later replaced by cast iron, with its superior strength and lower cost. Various substances and alloys were added to the melt to improve strength, ease casting, and reduce impurities. The moulds were preheated to reduce the formation of gas bubbles, and the metal was poured directly from the furnace. A number of guns were cast simultaneously from the same furnace, using clay runners to each mould. In a way this resembled piglets suckling; hence, the name 'pig-iron'. Excess metal was allowed to fill the riser to limit impurities in the barrel to a minimum. The moulds were allowed to cool slowly to minimize distortion or cracking.
Step 5: Stripping the mould
The mold was stripped by removing the hoops and knocking off the clay with hammers, then extracting the clay bore. The excess metal at the riser was cut off and any other irregularities removed. Gross deformities or visual casting defects would cause scrapping of the barrel at this stage. Scrapped barrels were broken up and re-melted.
Step 6: Drilling the bore
The central hole, being cast slightly smaller than the final bore, was then drilled to the final calibre using a vertical or horizontal drilling machine driven by a horse, a waterwheel, or a steam engine. In this process, either the drill or the gun, was held stationary, depending on the maker's process. During this period, all guns were smoothbore, rifling for stabilising the spin only appearing from 1858.
After completion of the bore, the touch-hole was drilled. Most manufacturers drilled, tapped, and screwed in a separate metal piece containing the touch-hole. This allowed replacement of a corroded touch-hole without affecting the life of the barrel.
Extreme care was taken to ensure integrity of the bore. Visual inspection of the surface was done using a mirror to reflect the sun's rays down the barrel. A special tool, called a 'searcher', with a head of curved barbs like a large fishhook, was worked down the barrel. The barbs would lodge in cavities, which allowed their position to be plotted. Once located, a wax impression of the defect was made, which would decide acceptance of the barrel or not.
As the drilling process improved, barrels were cast without a central hole, and the bore was drilled in solid metal. This resulted in less distortion and improved integrity of the bore.
Step 7: Testing the final product
The final product was subjected to rigorous visual and mechanical testing. The quality of the metal was tested by hammering; the sound emitted indicating hidden flaws or cracks to the experienced ear. After being filled with water, muzzle upwards, and left for twelve hours, leakage would indicate the presence of hairline cracks. The final test was to fire at least five proof rounds with an excess charge. Only after the successful conclusion of this test, could the proofing marks of the gunmaker be stamped on the barrel. Every gun-maker had his own proofing marks, which ensured adherence to a strict code determined by the Admiralty, army headquarters, or the guild itself.
The mass of the gun and the size of the spherical projectile to be used was stamped on the breech. In those days, guns were classified as 12-, 18-, 24- or 32-pounders and so on, according to the mass of the solid projectile it fired. The total mass of the gun was important for handling and mounting purposes, particularly for the trimming of a ship. Before handing the barrel to the customer, it was polished and stamped with a unique number. Gun-makers were very proud of their products, and went to extreme lengths to ensure quality and durability. Likewise, the kings, armies, navies, and other procurers and users of the guns attached high value to their quality and effectiveness. Most monarchs had their crests cast on the barrel, and often the dictum Ultima Ratio Regum - 'The final argument of kings'-was added. Many of these guns are today on display in museums, castles, armories, or training grounds around the world.
In 1977 most of the guns of the Portuguese ship, the Sacramento, which had foundered near Port Elizabeth in 1647, were salvaged after having been in the sea for 330 years. One of the guns was in perfect condition, as if it had just left the foundry. It had been covered by sand soon after the ship sank, and was fortunately spared the ravages of scouring and corrosion by seawater. Made by the gunsmith Antonio Backer of Portugal, it had a mass of four tons, and was inscribed: Acto Telesdemenez, Gov. India, Amando Fazero, Anno Dei 1640. Antonio Telesdemenez was a Portuguese governor of India, who had ordered the gun, and Amando Fazero most likely the agent who had commissioned it.
FIRING THE GUN
Firing a muzzle-loader was a specialised action only entrusted to well-trained gunners. The firing drill described here was in use at the time of Admiral Nelson on board the battleships of the day. It varied from fleet to fleet, and sometimes even from ship to ship, depending on the knowledge and idiosyncrasies of the gun captain or the admiral. But basically the drill was the same, even when using the guns on land, where, understandably, the procedure was much easier. At sea, a gunner had to allow for a moving target as well as the movement and roll of his own ship.
The gun crew usually consisted of between eight and twelve men to a gun, including the gun captain, depending on the size of the gun. The heavier guns needed more men to work the tackle and handspikes, but in this article, we are going to look only at the basic crew of eight men necessary to load and fire the gun.
The gun crew would be piped to their gun stations when battle was imminent. The deck would already be strewn with sawdust or sand to prevent the men from slipping on spilt blood. For improved foothold, the crew all went barefoot.
Four men handled the tackle to move the gun, two worked the handspikes for laying and elevation, two cleaned and loaded the gun, and the gun captain did the priming, aiming, and firing. Initially a slowmatch, consisting of a burning length of tallow rope, was used to ignite the priming powder, but from 1772 a flintlock, similar to that used for a musket, was used. Even then, a slowmatch was always kept ready in the event that the flintlock failed, as it often did.
Prime requirement - Stocking the magazines
The shot locker, filled with thousands of spherical cast-iron cannonballs, was at the centre of the ship, near the keel and next to the mainmast, where its weight added to the stability of the ship. Before a battle, enough shot would be taken to the gun decks and stacked in rows called 'shot garlands'. Wads, made of rope and oakum, were stacked alongside. Because round shot was difficult to grasp or carry, leather bags holding two pieces of shot were used. Besides solid shot, special projectiles were available should the need arise. Solid shot was necessary for penetrating hulls and bringing down masts. Chain shot was used for damaging the sails and rigging. Grape shot sewed death among the crew.

Gun salvaged from the Portuguese ship,
Sacramento, wrecked in 1647. Note its excellent condition.
(Courtesy. D&G Allen, The Guns of Sacramento)
The gunpowder was kept in barrels in the magazines, also called powder rooms. There were at least two magazines on each ship, sometimes more. They were well inside the hull, below the waterline, and suspended from the deck beams. In a magazine, where a spark could be fatal, only copper or brass tools were allowed and no hobnailed or any other boots. The magazine master and his helpers wore felt slippers, which also prevented static electricity. Illumination was provided by lanterns completelyenclosed behind sealed glass panes, and only accessible from outside the magazine. Prevention of sparks was a prime consideration.
In the magazine, the powder was ladled from the barrels into flannel bags and sewn up, the correct amount for each calibre gun, and passed to the adjacent handling room, where they were kept in stock. Understandably, smoking was banned on warships, hence the custom of sailors chewing tobacco as an alternative. Extreme caution was exercised at all times.

Powder monkeys in action. To prevent them
from absconding, a guard was always close by.
(Courtesy, ABC Whipple, Fighting Sail.)
From the handling room, young boys called 'powder monkeys', collected the charges through waterdrenched curtains. The charges were carried in leather pouches slung over their shoulders, and rushed up a number of flights of steps to deliver the charges to the guns. This was always done at a running pace, and barefoot to prevent slipping. During a battle, a continuous stream of powder monkeys would be rushing between the magazines and the guns. The rate of fire depended largely on the swiftness of these boys. Even so, marines were on guard to prevent the boys from slipping away and hiding in the safety of the hold. The use of boys for this purpose was advantageous for the captain. They were paid little, had no bargaining power and never dared complain, but most important was their fleetness of foot. Often these boys were only ten years old. The gun captain followed a strict sequence of well-drilled commands and procedures to operate a gun. While at sea, the guns were securely lashed to the bulkheads. The gun ports were closed to prevent seawater coming in. The gun muzzles were plugged with wooden tampions to exclude moisture and dirt. The touch-holes were covered with a leaden apron for the same reason. When battle loomed, the guns were unlashed, the tampions removed, the gun ports opened, and the barrels and touch-holes cleaned. By then, the shot garlands would have been filled and the powder room stocked with charges.
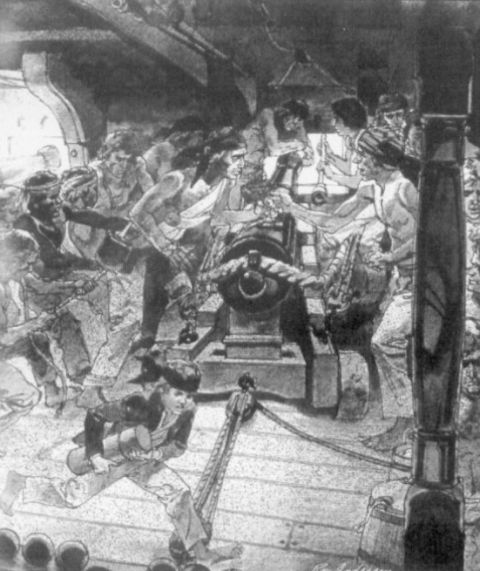
Firing the gun. Note the powder monkey running in the foreground.
(Courtesy, ABC Whipple, Fighting Sail).
After a shot had been fired, the sequence of procedures was as follows:
Step 1: Cleaning the barrel
The recoil of the last shot would have driven the gun backwards until the breeching rope stopped it about three metres away from the gun port. The recoil was controlled by men restraining the breeching rope, which passed through heavy rings attached to the ship's sides, and then around the cascabel.
At that moment the gunners sprang into action and performed� their well-trained duties barefoot.
First, the barrel was cleaned with a reamer to remove combustion debris, and then with a wet sponger to douse glowing embers and to cool the barrel. Both reamer and sponger were fitted to wooden staves. Using a metal reamer, the gun captain cleared the touch-hole and plugged it with a wooden stopper.
Step 2: Loading the charge
The charge, delivered by the powder monkey, was inserted into the bore, followed by a cotton wad. Both were rammed home to ensure the powder was tightly compressed. Next came the iron shot, followed by a wad, rammed home to prevent any movement due to handling or the roll of the ship. This ramming home of the charge and shot, with their wads, was crucial to ensure accuracy. Loose wads or cannonballs could cause bursting of the barrel or shots which were wildly off-target.
Step 3: Priming the gun
Having removed the stopper from the touch-hole, the gun captain would use a copper awl to prick a hole in the flannel powder bag. He then inserted a quill, consisting of gunpowder rolled in saltpetre paper, into the touch-hole, and filled the flintlock pan with powder from his flask or powder horn. Before the advent of the flintlock, the captain would fill the touch-hole with powder from his flask.
Step 4: Running out and pointing the gun
Heaving on rope tackles attached to the trolley, the gunners moved the gun to the gun port, with its muzzle extending. With handspikes and jemmies, the barrel was pointed in the direction the captain indicated by sighting along the barrel. The roll of the ship was carefully noted.
Step 5: Firing the gun
The gun captain cocked the flintlock, stepped back, waited for the correct roll of the ship, then pulled sharply on the lanyard. With a roar, the shot sped away and the gun recoiled until stopped by the breeching rope. Should the flintlock fail, as sometimes happened, a slowmatch, always in readiness, was used to fire the gun.
After firing, the sequence described above was then repeated. It took about 90 seconds for a well-trained crew to do this; two rounds every three minutes was the standard.
Contrary to popular belief, fed by the movies, the wooden men-of-war never fired broadsides - all guns on one side firing at exactly the same time. Apart from the extreme difficulty of executing such an order by flag, voice, or bugle, all guns recoiling together would have severely over-stressed the timbers of the ship. There was no advantage in an instantaneous broadside bombardmentat that time, and to wait until every one of, say, fifty guns, was ready to fire, would have wasted valuable time, apart from losing the advantage of firing first. This is different from the two World Wars when a fire controller pressed a button to fire all guns at the same time at a target often out of sight. Modern turreted guns are designed for simultaneous firing, but the guns on the wooden ships were not.
When the order to engage the enemy had been given, and with the rival ships close to each other, the guns opened fire individually as they saw fit. A ripple of fire resulted. The speed and efficiency of each gun crew would then determine the next ripple of fire. Most likely the roar of the guns opening fire on the top deck would have prompted the lower decks to follow suit.
Firing a gun was hard and dangerous work. Apart from the enemy firing back, there was always the possibility of an accident or a misfire. If the gun misfired, the shot, wads, and powder had to be removed with a reamer at great personal danger to the gunners. A burst barrel due to metal fatigue or incorrect loading was an everpresent hazard. No wonder gunners were regarded with awe and respect. The outcome of the battle depended on their performance, and on the integrity of their guns.
The combination of cast guns, powder, round shot and gunners remained a formidable combination for many centuries of warfare.
SOURCES
Allen, Geoffrey & David, The Guns of Sacramento (Robin Garton, London, 1978).
Biesty, Stephen, Man-of-war (Dorling Kindersley, London, 1993).
Brown, R & Smith, R, Bombards, Mons Meg And Her Sisters (Royal Armories, London, 1989).
De Vries, Gerry, & Hall, Jonathan, The Muzzle-Loading Cannon of South Africa (private Publication, Cape Town, 2001).
Lausanne, Edita, Guns - An Illustrated History of Artillery (New York Graphic Society, Connecticut, 1971).
Norman Vesey, & Pottinger Don, English Weapons & Warfare (Dorset Press, New York, 1985).
Peterson, Harold, L Round Shot and Rammers (Stackpole Books, Harrisburg, USA 1969).
Padfield, Peter, Armada (Victor Gollancz, London, 1988).
Pope, Dudley, Guns (Weidenfeld & Nicholson, London,1965).
Whipple, A, Fighting Sail (Time-life Books, Virginia, USA 1978).
Whitlock, Peter & Pearce, William, Nelson & Victory (Portsmouth Naval Museum Trading Co, UK, 1993).
Return to Journal Index OR Society's Home page
South African Military History Society / scribe@samilitaryhistory.org